


新聞資訊
News


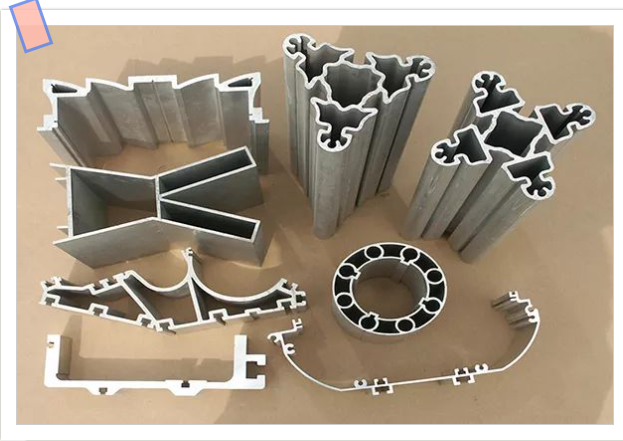
修模大师分析出来的型材挤压模具塞模堵模原因
日期:2023.05.22
分享:







铝材挤压模具塞模堵模是较为常见的一种现象,如何预防堵模,减少堵模发生和因堵模而产生的模具,设备,人身危害?并正确采集到型材料头和样品,掌握不良品(试模)在生产中的现场正确详细资料,便于模具修正。是毎个一线操作工人必须要认真对待的!
堵模原因分类:
堵模原因众多,而模具流速不均和挤压操作是最主要的二种现象。其它情况发生概率很少。
1:模具原因引起的堵模
2:挤压操作原因引起的堵模
3:工装具原因引起的堵模
4:设备原因引起的堵模
5:异物压入引起的堵模
6:温度原因引起的堵模
7:速度原因引起的堵模
8:与型材形状有关的堵模
9:其它缺陷(气泡,撕裂,材质,中心位置,强烈缩尾,强烈强变,过烧等)原因引起的堵模
采取办法:
1.中间部位工作带整体减短以降低阻力;
2.空刀及引流槽全部打光滑以减少粘连降低摩擦;
3.公头柱台降低以减少碰撞和摇摆;
4.高温慢速上压,待铝将出工作带时卸模,在中间部分模空刀内涂上石墨润滑油后再慢速上压,挤出的型材垫好底板导引好直度,不晃动。用2套模把2吨多型材生产完,只是中间筋厚薄有点偏差,客户接受,完成任务。
铝型材形状越复杂,说明铝材生产难度越高,越要注意流速上的不均。此种挤压模具宜采用高温慢速挤压方法,以完成为较高原则,而不是抢速度抢产量。
本文来自铝深加工,版权归原作者所有,转载目的在于传递更多信息,如发现本站文章存在版权或其它问题,烦请联系我们,我们将及时与您沟通处理。







